MBE EWB |
Ash Handling Technologiesand other Bulk Material Solutions |
Dense slurry systemsEWB can design & supply different kind of hydraulic ash handling technologies such as:
The thin slurry mixing technology was widely used for coal fired power plants in the past, but due to high water demand for the hydraulic conveying, this technology has disadvantages such as:
This thin slurry transport now basically used for bottom ash transport only. There is a trend worldwide that the thin slurry transporting systems (fly ash + bottom ash) are replaced by dense slurry disposal systems. For big lignite fired plants with unit size over 300 MW large amount of ash is generated. Utilization of fly ash is preferable in many countries but the demand from the cement industry is far less than the ash generation by coal fired units, therefore ash ponds are required. For transportation of ash to disposal area there are two practical solutions: 
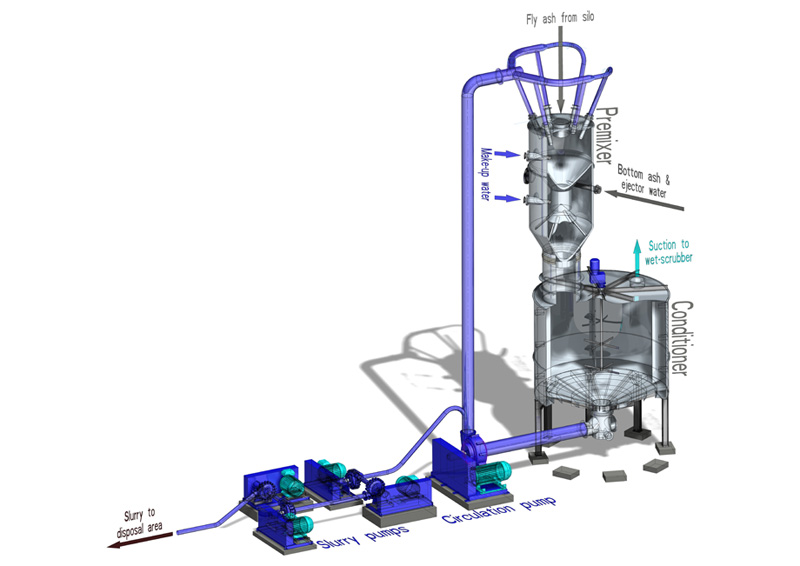
Fly ash conditioning and transport to disposal area with trucks, vagons or belt conveyorsThis is very much used in many power plants, but if disposal area is over 2.0 km it is becoming uneconomical. High concentration ash slurry disposal systemThis is the only practically good solution in case of large ash quantities if disposal area is more than 3.0 km away form unit(s). EWB mixing technology consists of premixer and connected conditioner tank.
For pumping of dense slurry normally 2-3 slurry pump connected in series are required. Main technical data:
|
| Copyright 2019 MBE EWB Technological Limited |